欧铠专业提供仓储物流升级改造、无人搬运机器人产品
国家高新技术企业,深圳市专精特新企业,深耕AGV搬运机器人领域12年
全国服务热线 400-007-3860
国家高新技术企业,深圳市专精特新企业,深耕AGV搬运机器人领域12年
全国服务热线 400-007-3860






汽车行业现正经历着巨大的变革,产品生命周期不断缩短,更快的更新换代速度,更个性化的订单定制化生产,多种车型、配置的共线混产己成为现今汽车行业大趋势。与之配套的汽车主要零部件生产,如发动机、变速箱、悬架系统等装配生产也随之产生了与传统装配生产工艺截然不同的变革。
传统汽车后桥装配线多以动力辊道线作为输送后桥部件在各个装配工位按工序流转的输送设备。动力辊道组成的装配生产线主要缺点是设计施工安装完毕后工位工艺不能轻易更改。
新能源车的后桥照比燃油车型的后桥照比传统车型后桥结构会多出电池逆变器、控制器等器件,装配工艺比传统燃油车型复杂。工位工序也会多。装配后的测试环节也会更加严格。
1.2 随着国内CAFC企业平均燃料消耗量法则的推广实施,车企需要生产更多的新能源纯电、混动车型来平衡企业燃油消耗指标。各国也先后公布了燃油车禁售的时间表。在这个大背景下,某国外一线品牌也着手发布其中型SUV的纯电动(BEV)车型,将其引入国内生产。本文介绍的AGV后桥装配线就是为其配套而建设的。
该款纯电动车型后桥重约 350Kg,夹具约400Kg。生产采用一台AGV配置一套夹具,一套夹具装持一个后桥工件,按工艺顺序依次走行各个装配工位。
环线布置有19个工位,见图1,其中1个 Bypass 支路工位,1个备用工位,1个WA(Wheel Alignment)station工位。在环线东侧布置维修区域及维修支路路线。操作工位长度:4.5M 生产节拍:18U/h 既每小时完成 18 个工件的装配。
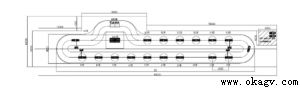
图 1 AGV 环线布局图
根据产品尺寸、重量确定 AGV 的负载参数,选取驱动轮驱动电机功率、随动轮,确定轮系。设计车体结构,排布电气布局。业主是欧洲一线品牌客户,设计标准参考 CE 和 TUV认证标准,出具TUV认证报告。
AGV 设计中最重要的就是动力系统设计,其流程见图 2.,其又细分为轮系设计、驱动功率计算、电机选取。
根据后桥工件的最终装配重量及其夹具的重量,选取设计负载为1吨的背驮型(Deck)AGV。后桥装配工艺编排路线是环形路线,无侧移、自旋运动方式,无需采用全方位(OMNi-Moving)轮系结构。装配工艺中 WA 工位与Wheel Alignment设备对接,有对AGV停车精度有±3mm的要求,在AGV主流驱动轮方式单舵轮和差动舵轮两种方式中横向比较,单舵轮方式可以保证更高的走行和停车精度,所以AGV轮系选定单舵轮驱动+2定向随动轮方式。
现今 AGV 系统主流的电气系统电压有 24V、48V 和 96V几种,对于中低负载一般选择24V系统电压。选择驱动电机,计算电机功率。
根据:
计算电机功率 P=600W。
统计 AGV 车体电气系统其它电气用电量,在停车待机状态电流约5A,在全速运行状态电流约20A。根据环线工位工作时长,排布充电站布局,初步选定4个充电站布置在停车工作时长较长的工位。结合节拍计算,计算电池电量损耗及补充,按照充电效率和近充满时充电效率降低等因素,取电量补充余量 20%,选取60AH 锂离子动力电池。验算4个充电站可以满足充放使用要求。
根据工位长度,生产节拍,每工位操作工艺时长。计算AGV 单车行走全流程时长,根据产量节拍,综合设备效率,即可计算出所需AGV车数量。
外形结构:AGV车体一般分为三大主要功能舱,驱动轮舱、电池舱和电器舱(见图2)。AGV底盘布局分为驱动轮、随动轮和其它功能模块,驱动轮舱功能是安装 AGV驱动轮及其附件,为AGV行走提供驱动力及控制行走方向,内部结构有驱动轮轮体、行走电机、舵电机、减速器和行走码盘,舵码盘及限位传感器、动力线缆、控制线缆。电池舱功能是安装AGV动力电池、充电接触器等,为AGV行走提供电力供应,并与地面充电机构动作对动力电池进行充电。
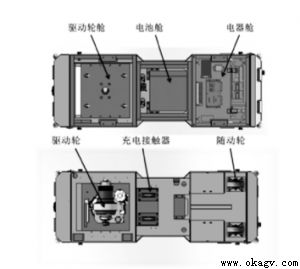
图 2 AGV 车体布局
车体设计应用 SolidWorks(SW)软件建立三维实体模型,可有效的确定车体的质量、体积、重心等参数,便于后续的模型分析和制造,并可提供精确的参数化实体造型和工程设计图。
AGV车主控采用西门子Simatic S7-1200系列PLC。其通过AGV车载无线路由器与AGV控制台无线连接,接收控制台指令,上报车体状态。AGV 车体主控制器通过 CAN 总线与下级运动控制器 MCU(Motion Control Unit)相连,MCU控制AGV车体上各个运动轴,如行走电机,舵电机等。AGV车体主控制器通过CAN 总线与AGV车体上各传感器、控制器相连,如通过安全继电器与激光防碰传感器PLS相连,与导航传感器、RFID和电池供电系统相连。
AGV 上层汽车厂控制系统IPS-X进行数据交换,接收生产指令,上报AGV系统状态及生产过程数据。

图 3 AGV 后桥装配线现场
通过对BEV车型后桥装配工艺的理解和设计,实施了以AGV替代传统输送辊道线的新装配线模式,彻底改变了辊道线占用场地,不易改变工位工艺的弊端。更好的适应了未来该车型的升级换代需求,使装配线具备柔性生产能力。符合业主集团未来几年生产装备的智能化发展方向。为后续工程规划树立了样板项目。更切合了国家智能制造大发展战略,引领了国内行业发展方向。其应用非常具有该领域先进代表性,实施后现场生产使用效果也很理想,见图3。值得在同行业中应用推广。
参考文献
[1] 王军建,尚小辉.AGV 小车技术及其在汽车制造行业的应用[J].汽车实用技术,2016,(5):187-189,199.doi: 10.16638/j.issn. 1671-7988.2016.05.061.
[2] 程建伟,张长勇,褚海波,王兴财.基于 S7-200 的AGV控制系统设计 [J]. 机电工程技术 ,2016,45(6):80-84.doi:10.3969/j.issn.1009-9492. 2016.06.021.
文章来源于AGV吧
上一条:叉车式AGV模糊控制系统的设计与试验研究 下一条:智能工厂多搬运载体(堆垛机、AGV、机械手)协同作业优化
Copyright © 2012-2023 深圳市欧铠智能机器人股份有限公司 版权所有 粤ICP备 19115608 号 xml sitemap
联系电话
400-007-3860QQ咨询
2448209188微信

微信咨询